GIỚI THIỆU VỀ PHƯƠNG PHÁP
Kiểm tra siêu âm là một phương pháp có độ nhạy cao được sử dụng cho các ứng dụng quan trọng trong đó chất lượng là rất quan trọng. Phương pháp này được sử dụng để phát hiện:
- Các vết nứt
- Tạp chất trong mối hàn
- khuyết tật tách lớp
- Các loại khuyết tật có trong mối hàn và vật liệu cơ bản
.png)
Picture 1. Máy siêu âm.
Phương pháp kiểm tra về nguyên tắc tương tự như the sonar mà các tàu quân sự sử dụng để phát hiện tàu ngầm. Thiết bị sonar của tàu truyền sóng âm thanh không nghe được sẽ phản xạ từ tàu ngầm và được thu lại dưới dạng tín hiệu trên màn hình.
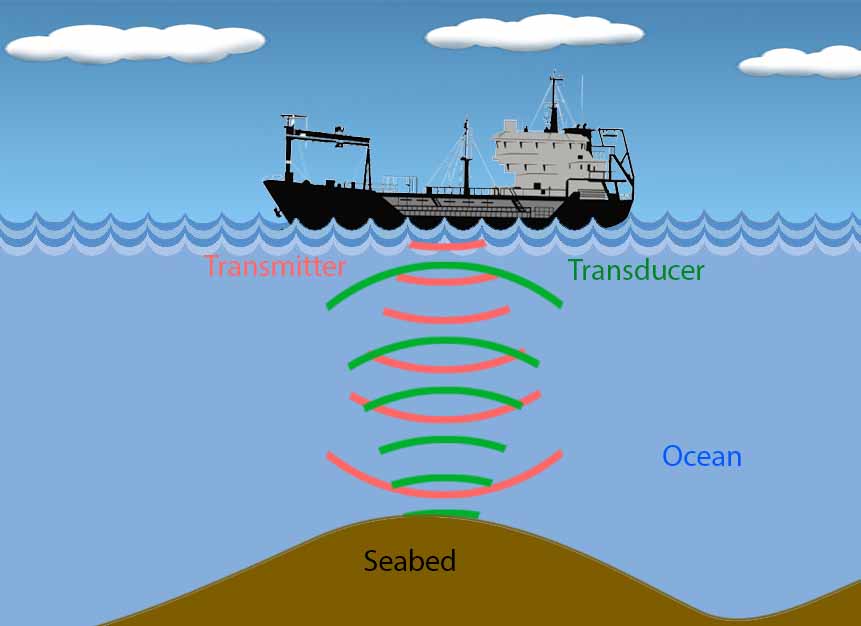
Picture 2. Công nghệ Sonar
Kiểm tra siêu âm được thực hiện theo cách tương tự. Một thiết bị được gọi là đầu dò được ghép nối với máy đo. Nó cung cấp các sóng âm thanh cơ học được truyền vào mối hàn hoặc kim loại cơ bản để phát hiện các khuyết tật.

Picture 3. Hình dạng của sóng âm phát hiện khuyết tật được hiển thị lên màn hình.
Đầu dò được chế tạo với vô số kích cỡ và hình dạng. Có 2 dạng sóng phổ biến là tia thẳng và tia góc. Bề mặt kiểm tra xác định đầu dò nào sẽ sử dụng. đầu dò góc được sử dụng khi ở vị trí khó tiếp cận. Các chùm góc có thể được đặt sang một bên của mối hàn. Nó không tạo ra phản xạ ngược. Điều quan trọng là phát hiện các điểm không liên tục và sai sót trong các mối hàn ống và ống.
.png)
Picture 4. Một vài loại đầu dò.
Chất tiếp âm giúp loại bỏ khe hở không khí giữa đầu dò và mẫu thử. Nhiều loại chất lỏng hoặc bột nhão được sử dụng để đảm bảo truyền sóng âm đúng cách.
.png)
Picture 5. Một số loại chất tiếp âm.
Sóng âm thanh truyền vào mẫu vật và nếu bị gián đoạn hoặc phản xạ, đầu dò sẽ nhận được tính hiệu từ phản xạ đó. Tín hiệu được gửi đến thiết bị siêu âm nơi nó được khuếch đại và hiển thị trên màn hình.
.png)
Picture 6. Chùm tia thẳng (left) , chùm tia góc (right)
Trong khi màn hình hiển thị của các đơn vị siêu âm ban đầu sử dụng ống tia âm cực hoặc CRT, màn hình hiển thị hiện đại hơn là màn hình tinh thể lỏng hoặc LCD. Màn hình bao gồm một đường cơ sở thẳng. Khi sóng âm thanh bị gián đoạn, trên đường cơ sở này sẽ xuất hiện một vết đứt. Những lần phá vỡ này được gọi là các xung dọc. Một kiểm định viên diễn giải các pips này để xác định độ sâu và vị trí của lỗ hổng.
Xung lớn xuất hiện bên trái được gọi là xung ban đầu. Nó đại diện cho bề mặt trên cùng của mẫu vật. Sóng âm truyền qua và phản xạ trở lại đầu dò. xung bên phải được gọi là phản xạ đáy. Nó đại diện cho bề mặt dưới cùng của mẫu vật.
.png)
Picture 7. Signal render in screen
Độ sâu và vị trí của lỗ hổng có thể được hiển thị bằng bất kỳ tín hiệu xung nào xuất hiện giữa xung ban đầu và phản xạ đáy. Khi một bộ chuyển đổi được di chuyển qua một khối có lỗ khoan trước ở độ sâu ba inch, tất cả các xung sẽ xuất hiện ở vạch ba inch trên thang đo.
Biên độ hoặc chiều cao của xung sẽ đưa ra một số dấu hiệu về kích thước của lỗ hổng. Xung càng cao, diện tích phản xạ của lỗ hổng càng lớn.
.png)
Picture 8. Signal of the discontinuous render in screen.
ƯU VÀ NHƯỢC ĐIỂM CỦA PHƯƠNG PHÁP
Khi so sánh với các phương pháp kiểm tra không phá hủy khác, một số tính năng nổi bật nhất của nó là xác định chính xác các khuyết tật, độ sâu và vị trí; nó có thể được sử dụng trên thực tế tất cả các kim loại hoặc vật liệu không xốp; và thiết bị hoạt động bằng pin giúp cho nó sử dụng được cơ động.
Phương pháp kiểm tra siêu âm đòi hỏi người vận hành có tay nghề cao và được đào tạo bài bản và rất khó thực hiện đánh giá với các cấu hình phức tạp và bề mặt gồ ghề để kiểm tra.
Thiết bị phải được hiệu chuẩn cẩn thận trước khi sử dụng. Hiệu chuẩn thường được thực hiện bằng cách sử dụng mẫu chuẩn.
.png)
Picture 9. Epoch 6LT used in UT.
PHẦN MỞ RỘNG CỦA PHƯƠNG PHÁP
Thử nghiệm nhúng là một biến thể khác tương tự như phương pháp tiếp xúc. Nó được sử dụng khá thường xuyên để thử nghiệm các thành phần lớn hơn. Thử nghiệm này được tiến hành với cả đầu dò và bộ phận được kiểm tra chìm trong nước. Nước hoạt động như một chất tiếp âm để kết nối cho phép các tín hiệu được truyền vào bộ phận.
Ngành công nghiệp máy bay sử dụng phương pháp này để kiểm tra các bộ phận có hình dạng phức tạp.
.png)
Picture 10. Non-destructive testing in aviation
PHẦN KẾT LUẬN
Kiểm tra siêu âm có thể là một công cụ rất có giá trị để kiểm tra các mối hàn với điều kiện sử dụng thiết bị phù hợp, nhân viên được đào tạo bài bản và sử dụng các bài kiểm tra bằng văn bản phù hợp.
 Công ty Cổ phần AITECH
Công ty Cổ phần AITECH
THE RELIABILITY OF NON-DESTRUCTIVE TESTING
TRỤ SỞ CHÍNH: 119/27 Bùi Quang Là, Phường An Hội Tây, Tp. Hồ Chí Minh.
CHI NHÁNH: Số 23, Đường 27, Khu đô thị Vạn Phúc, Phường Hiệp Bình, Tp. Hồ Chí Minh.
Số điện thoại: (+84)98 139 8185 - 090 886 4479
Email:maianhtai@ndt.com.vn




